A forrasztó paszta használata a tökéletes elektronikai kötésekért
A forrasztópaszta használata lényegében annyit tesz, hogy egy apró fémgolyókból és folyasztószerből álló masszát viszünk fel a nyomtatott áramköri lapra. Ezt követi az alkatrészek beültetése, majd az egész panel felmelegítése egy speciális kemencében. A melegítés hatására a fémgolyók megolvadnak, és létrehozzák a tartós, megbízható elektromos kötést. Ez a módszer ma már megkerülhetetlen, ha modern, felületszerelt (SMD) alkatrészekkel dolgozunk.
Miért kulcsfontosságú a megfelelő forrasztópaszta kiválasztása?
A forrasztópaszta az SMD technológia lelke. Sokan csak egyfajta ragasztóként gondolnak rá, ami a helyén tartja az alkatrészeket a forrasztás előtt, de ez ennél sokkal bonyolultabb. Egy komplex, több összetevős anyagról van szó, ahol minden komponensnek kritikus szerepe van.
A paszta minősége és típusa egy az egyben meghatározza a végeredményt. A benne lévő folyasztószer (flux) felelős azért, hogy eltávolítsa az oxidréteget a forrasztási felületekről, így biztosítva a fémek hibátlan kötését. A megfelelő paszta kiválasztása tehát egy stratégiai döntés, ami kihat a következőkre:
A forrasztás minősége: Segít elkerülni az olyan klasszikus hibákat, mint a hidegforrasztás vagy a zárlatokat okozó hídképződés.
A munka hatékonysága: Egy jó minőségű pasztával sokkal könnyebb dolgozni, felvitele egyszerűbb, és kiszámíthatóbban viselkedik a melegítés (reflow) során.
Az áramkör megbízhatósága: Egy rosszul megválasztott, agresszív maradványokat hagyó paszta idővel korrózióhoz és későbbi meghibásodásokhoz vezethet.
A leggyakoribb pasztatípusok megkülönböztetése
A gyakorlatban két fő szempont szerint szoktuk megkülönböztetni a pasztákat: az ötvözet és a folyasztószer típusa alapján. Az ólmos paszták (pl. Sn63Pb37) alacsonyabb olvadáspontjuk miatt népszerűek, főleg prototípusoknál vagy hobbi szinten, mert könnyebb velük dolgozni. Az ólommentes változatok (pl. SAC305) ma már ipari sztenderdnek számítanak, környezetbarátabbak, de magasabb hőmérsékletet igényelnek a forrasztáshoz.
A folyasztószer alapján a két legelterjedtebb típus a „no-clean” és a vízzel mosható. Ahogy a neve is mutatja, a no-clean paszták maradványai kémiailag semlegesek, így a forrasztás után a panelen maradhatnak. Ezzel szemben a vízzel mosható típusok aktívabb fluxot tartalmaznak, aminek a maradványait kötelező lemosni, különben korrodálhatják a panelt.
A választás nem csak a projekttől függ, hanem a műhely felszereltségétől is. Hiába lenne ideális egy vízzel mosható paszta a nagy megbízhatóságú áramkörhöz, ha nincs megfelelő tisztítóberendezésünk a maradványok eltávolításához.
Az alábbi táblázat segít eligazodni a leggyakoribb típusok között, hogy könnyebb legyen a döntés.
Gyakori forrasztópaszta típusok összehasonlítása
Ez a táblázat gyors áttekintést nyújt a legelterjedtebb pasztatípusokról, segítve a megfelelő anyag kiválasztását a konkrét feladathoz.
Paszta típusa
Ötvözet
Folyasztószer
Jellemző alkalmazás
Tisztítási igény
Ólmos
Sn63/Pb37
No-Clean
Hobbi elektronika, prototípusok
Nem szükséges
Ólommentes
SAC305
No-Clean
Általános ipari felhasználás
Nem szükséges
Vízzel mosható
Ólmos/Ólommentes
Vízbázisú
Nagy megbízhatóságú áramkörök
Kötelező (ioncserélt vízzel)
A táblázatból jól látszik, hogy a legtöbb általános feladatra egy ólommentes, no-clean paszta tökéletesen megfelel, míg a speciálisabb igények más típusokat követelhetnek meg.
Hogyan vigyük fel precízen a pasztát?
Na, ez az a pont, ahol a digitális tervből kézzelfogható valóság lesz. A forrasztópaszta felvitele nem játék, itt a pontosság mindennél fontosabb, ezen múlik, hogy a forrasztás megbízható lesz-e. A szakmában alapvetően két módszerrel dolgozunk: a stenciles nyomtatással, ami a sorozatgyártás alfája és ómegája, és a diszpenzeres adagolással, ami a prototípusok és javítások svájci bicskája.
Hogy melyiket választjuk, az mindig a feladattól függ. Ha több száz panelt kell legyártani, a stencil a nyerő, vitán felül. De ha csak egyetlen alkatrészt kell kicserélni, egyértelműen a diszpenzerhez nyúlunk. A forrasztó paszta használata akkor lesz magabiztos, ha mindkét technikát a kisujjunkban tartjuk.
Stenciles nyomtatás – amikor a sebesség számít
A stencilezés lényege, hogy egy vékony, lézerrel precízen kivágott fémlemezen (ez a stencil) keresztül visszük fel a pasztát a NYÁK-ra. A stencilen lévő lyukak, vagyis az apertúrák, hajszálpontosan a forrasztási pontok fölé illeszkednek. A mozdulat kicsit olyan, mint amikor a cukrász tortát díszít, csak a végeredmény itt egy hibátlanul működő áramkör.
Az ördög a részletekben rejlik. A stencil vastagsága és az apertúrák mérete határozza meg, hogy pontosan mennyi paszta kerül a forrszemekre.
Túl vékony a stencil? Kevés lesz a paszta, ami gyenge, megbízhatatlan kötést eredményez.
Túl vastag a stencil? Túl sok pasztát visz fel, ami egyenes út a rettegett hídképződéshez (bridging), főleg a sűrű lábkiosztású IC-knél.
A pasztát egy kenőkéssel (ezt hívják squeegee-nek) húzzuk végig a stencilen. A kés nyomása és a dőlésszöge kritikus. Ha túl erősen nyomjuk, a paszta beszivárog a stencil alá, és elmossa a kontúrokat. Ha túl gyengén, akkor meg nem tölti ki rendesen a lyukakat. A cél a tökéletesen egyenletes, határozott mozdulat, ami minden apró apertúrát maradéktalanul feltölt.
Diszpenzeres adagolás – a rugalmasság bajnoka
Amikor nincs szükség tömeggyártásra, vagy egyedi javítást végzünk, a diszpenzeres, vagyis adagolásos technika jön a képbe. Itt egy fecskendőből juttatjuk a pasztát a kívánt pontokra, általában sűrített levegővel vagy egy egyszerű kézi nyomóval. Ez a módszer sokkal nagyobb szabadságot ad, de a precizitás itt már teljes mértékben a kezünk ügyességén múlik.
A megfelelő adagolótű kiválasztása kulcskérdés. Egy túl vékony tűn nem megy át a sűrűbb paszta, egy túl vastaggal pedig képtelenség precíz, pici pöttyöket rakni. A nyomás beállítása szintén létfontosságú: az a jó, ha minden egyes gombnyomásra vagy pedál-lenyomásra pontosan ugyanolyan méretű pasztapötty kerül a NYÁK-ra.
Prototípusok készítésénél elég gyakori, hogy az utolsó pillanatban változik egy alkatrész. Na, ilyenkor a diszpenzeres adagolás aranyat ér! Nem kell egy apró módosítás miatt új, drága stencilt gyártatni, ami rengeteg időt és pénzt spórol meg nekünk.
Mindkét technikának megvan a maga helye és ideje. A stencilezés a gyorsaságról és a folyamatos, egyenletes minőségről szól, míg a diszpenzeres felvitel a rugalmasságról és az egyedi problémák megoldásáról. Egy igazi profi mindkét módszert ismeri és tudja, mikor melyiket kell bevetni.
A reflow folyamat kézben tartása a tökéletes kötésért
Miután a forrasztópasztát precízen felvittük a panelra, jön a folyamat leglátványosabb, és egyben legkritikusabb szakasza: a reflow forrasztás. Itt dől el minden. Ezen a ponton válik a gondosan felvitt pasztából stabil, megbízható elektromos kötés. A siker kulcsa egy borotvaéles pontossággal megtervezett és végrehajtott hőprofil, ami nemcsak a paszta, de a panel és az alkatrészek tulajdonságait is figyelembe veszi.
Ez az egész nem csupán arról szól, hogy felmelegítjük a NYÁK-ot, aztán hagyjuk kihűlni. Szó sincs róla. Egy gondosan vezérelt, négy szakaszból álló eljárásról beszélünk, ahol minden egyes fázisnak kőbe vésett szerepe van. A helyes forrasztó paszta használata itt mutatkozik meg igazán, hiszen a paszta kémiája diktálja a hőmérsékleti görbét, amit követnünk kell.
Előmelegítés (preheat): a kíméletes kezdet
Az első feladat a NYÁK és az alkatrészek lassú, egyenletes felmelegítése. Képzeljük el úgy, mint egy bemelegítést a nagy meccs előtt. Ezzel elkerülhetjük a rettegett termikus sokkot, ami a hirtelen hőhatás miatt simán repedéseket okozhatna az érzékenyebb alkatrészeken, például a kerámia kondenzátorokban.
Ebben a fázisban a hőmérsékletet lassan, tipikusan 1-2 °C/másodperc sebességgel emeljük, egészen nagyjából 150 °C-ig. Ez a komótos melegítés aktiválja a pasztában lévő folyasztószert is. Ez elkezdi szépen letakarítani az oxidréteget a forrasztási felületekről, előkészítve a terepet a hibátlan kötéshez.
Hőntartás (soak): a türelem rózsát terem
A második szakasz, a hőntartás, a rendszer hőmérsékletének stabilizálásáról szól. A cél az, hogy a teljes panelen – a vékonyabb és vastagabb részeken, a pici és a méretesebb alkatrészeknél egyaránt – kiegyenlítődjön a hőmérséklet. Ez garantálja, hogy a következő, reflow fázisban minden forrasztási pont egyszerre érje el az olvadáspontot.
Mennyi ideig? Általában 60-120 másodpercig tart.
Milyen hőfokon? Jellemzően 150-180 °C között.
Mi a célja? A folyasztószer teljes aktiválása és az illékony oldószerek kipárologtatása a pasztából.
A hőntartási szakasz kihagyása vagy elsietése az egyik leggyakoribb hiba a kezdők körében. Ha a panelen nem egyenletes a hőeloszlás, az olyan klasszikus hibákhoz vezethet, mint a "tombstoning" (síremlékesedés), amikor egy apró, kétlábú alkatrész az egyik oldalán feláll, mintha integetne.
Reflow: a csúcspont
Na, ez a folyamat csúcsa, a névadó fázis. Itt emeljük a hőmérsékletet a forrasztópaszta olvadáspontja fölé, ami ólommentes pasztáknál jellemzően 230-250 °C közé esik. Az apró fémgömböcskék megolvadnak, és a folyasztószer, valamint a felületi feszültség segítségével összeállnak, létrehozva a fényes, sima forrasztási kúpokat.
Ez a szakasz meglepően rövid, általában mindössze 30-60 másodpercig tart. A túl hosszú vagy túl magas hőmérséklet simán tönkreteheti az alkatrészeket és magát a NYÁK lapot is. Precizitás, precizitás, precizitás!
Hűtés (cooling): a kritikus lezárás
Az utolsó szakasz, a hűtés, legalább annyira fontos, mint a melegítés. A cél a kötés gyors, de kontrollált megszilárdítása. A túl lassú hűtés gyenge, szemcsés kötésszerkezetet eredményezhet, míg a túl gyors hűtés ismét termikus stresszt okoz. Kritikus, hogy a lehűtési sebesség ne haladja meg a paszta adatlapján szereplő értéket, ami tipikusan -6 °C/s körül van. Ez határozza meg a varrat végső minőségét és az egész eszköz megbízhatóságát. Mivel Magyarország az EU élvonalába tartozik a feldolgozóiparban, ahol az elektronikai ágazat nagyrészt exportra termel, a forrasztási folyamatok pontossága közvetlenül hat a termékeink versenyképességére. Erről bővebben is olvashat ebben a magyar elektronikai gyártásról szóló elemzésben.
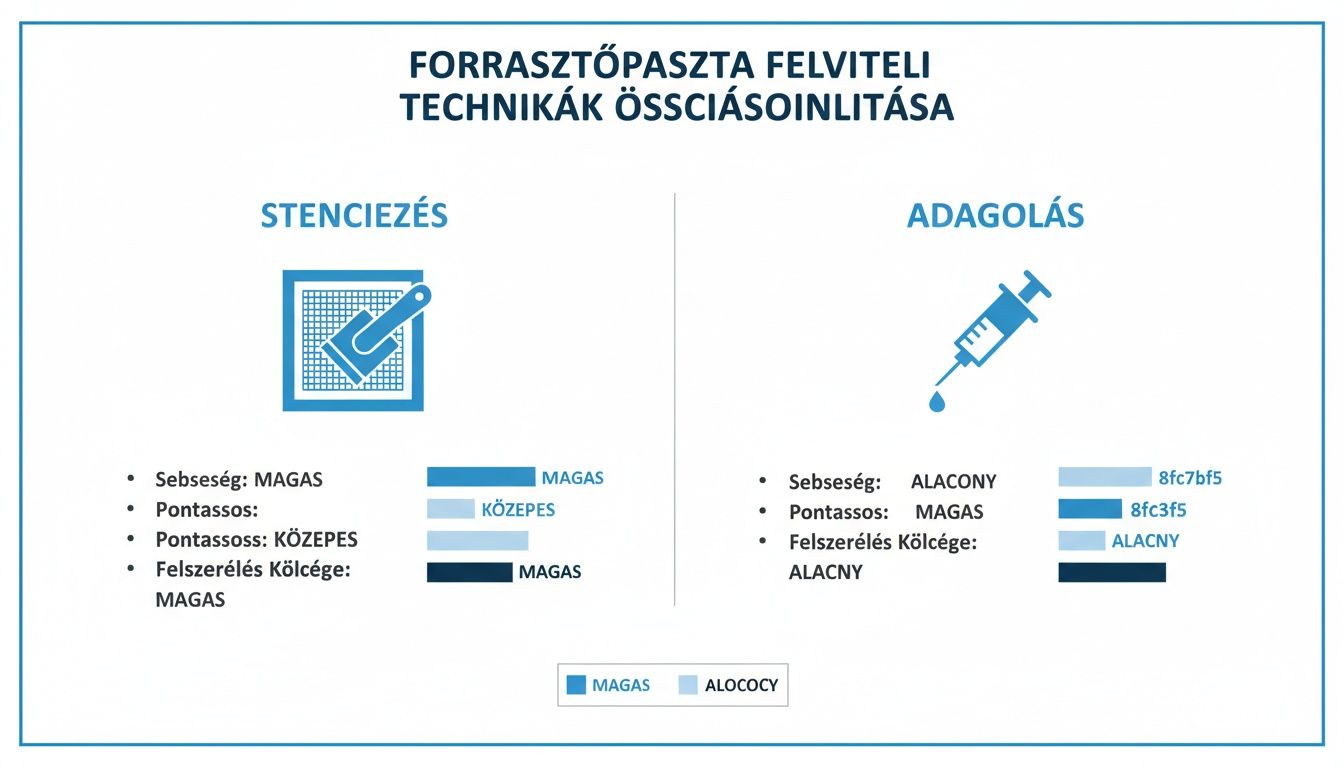
Ez az ábra remekül összefoglalja a két leggyakoribb forrasztópaszta felviteli technika – a stencilezés és az adagolás – közötti lényegi különbségeket.
A képből tisztán látszik, hogy míg a stencilezés a sorozatgyártásban a sebessége és pontossága miatt verhetetlen, addig az adagolás a prototípusok és javítások során kínál egy sokkal költséghatékonyabb és rugalmasabb megoldást.
Forrasztópaszta alkalmazása kézi forrasztásnál és javításoknál
A forrasztópaszta messze nem csak a nagy volumenű, gépesített gyártósorok kiváltsága. Sőt, a műhelyben, főleg a finommechanikai munkáknál és a javításoknál egy fecskendős paszta gyakran sokkal többet ér, mint a klasszikus forrasztócin és folyasztószer duója.
Gondoljunk csak bele egy sűrű lábkiosztású IC, például egy QFP (Quad Flat Package) beforrasztásába. A lábak közötti távolság itt annyira kicsi, hogy a hagyományos ónnal szinte garantált a forrasztási híd, vagyis a nem kívánt zárlat. Ezzel szemben a pasztával elég egy vékony csíkot húzni a forrszemekre, ráilleszteni az alkatrészt, és a forrólevegős állomással megmelegíteni. A mágia itt következik: a felületi feszültség szinte magától a helyére rántja az IC lábait. A forrasztó paszta használata itt nem csak egyszerűsíti, de drámaian meg is gyorsítja a munkát.
A forrólevegős állomás, a kézi reflow lelke
A kézi "reflow" folyamat sikere a forrólevegős állomás (hot air station) precíz beállításán múlik. A cél az, hogy elég hőt közöljünk a paszta megolvasztásához, de közben ne tegyünk kárt a környező alkatrészekben vagy magában a NYÁK-ban.
Két kulcsparaméterre kell figyelnünk: a hőmérsékletre és a légáramra.
Hőmérséklet: Alapszabály, hogy a paszta adatlapján szereplő reflow csúcshőmérséklet fölé kell menni egy kicsivel. Ólommentes pasztáknál ez általában 240-260°C körüli értéket jelent.
Légáramlás: Ezt tartsuk alacsony vagy közepes fokozaton! Ha túl nagy a fúvás, a kisebb, könnyebb alkatrészeket egyszerűen lefújja a helyükről, még mielőtt az ón megolvadna és rögzítené őket.
A melegítést mindig finom, körkörös mozdulatokkal végezzük, így a hő egyenletesen oszlik el a célterületen.
Egy veterán trükk, amit érdemes megfogadni: a javítandó terület körüli érzékenyebb alkatrészeket (műanyag csatlakozók, kondenzátorok) takard le ideiglenesen hőálló Kapton szalaggal. Pár forintos befektetés, de rengeteg bosszúságtól kímél meg.
Speciális technikák a profiktól
A forrasztópaszta nem áll meg az alkatrészek beültetésénél, más, trükkösebb feladatoknál is aranyat ér. Ilyen például a BGA (Ball Grid Array) chipek újragolyózása, vagyis a "reballing". Ennél a folyamatnál egy speciális stencilen keresztül visszük fel a pasztát az IC aljára, majd a ráhelyezett forraszgolyókat melegítéssel fixáljuk. Ez a művelet paszta nélkül lényegében lehetetlen lenne.
De akár a "drag soldering" technikát is felturbózhatjuk vele. Ha egy sűrű lábú IC-nél véletlenül hidak jönnek létre, egy pici folyasztószer és forrasztópaszta keverékével, no meg a páka hegyével ezek a hidak pillanatok alatt eltüntethetők. A paszta segít a felesleges ón összegyűjtésében, így a végeredmény sokkal tisztább és megbízhatóbb lesz. Pontosan ezekben a helyzetekben mutatkozik meg, hogy a paszta precíz adagolhatósága és rugalmassága verhetetlen előnyt jelent.
Ellenőrzés, tisztítás és a leggyakoribb forrasztási hibák elkerülése
Amikor a forrasztás kész, sokan fellélegeznek, pedig a meló oroszlánrésze csak ezután jön: a minőségellenőrzés és a tisztítás. Ez az a pont, ahol kiderül, hogy profi munkát végeztünk, vagy csak egy hobbista próbálkozásról van szó. Egy áramkör ugyanis csak akkor tekinthető késznek, ha alaposan átnéztük és garantáltuk a hosszú távú megbízhatóságát.
A forrasztó paszta használata során létrejött kötés minősége mindent elárul a folyamat sikeréről. A kész munkafolyamat finomhangolása nemcsak a végtermék minőségét dobja meg, hanem a költségeken is faraghat. Ezen a területen az energiahatékonyság és a gázfogyasztás csökkentése is lényeges szempont, ahogy arról bővebben is olvashat a magyar ipar technológiai fejlesztéseiről szóló tanulmányban.
Vizuális ellenőrzés a tökéletes kötésért
Az első és legfontosabb lépés a vizuális inspekció. Ehhez egy jó minőségű nagyító vagy egy mikroszkóp egyszerűen kötelező. A tökéletes forrasztási kötést könnyű felismerni: fényes, sima felületű, és egyenletesen, szép homorú ívben (ezt hívják meniszkusznak) fut fel az alkatrész lábára.
Persze a gyakorlatban sok tipikus hiba is felbukkanhat, amiket azonnal ki kell szúrni:
Hideg forrasztás: Ha a kötés matt, szemcsés, esetleg repedezett, az tuti hidegforrasztás. Rossz elektromos kontaktust és megbízhatatlan működést okoz. Általában rosszul beállított hőprofil vagy a túl gyors hűtés áll a háttérben.
Hídképződés (Bridging): Amikor a forraszanyag összeköti a szomszédos lábakat vagy pad-eket, azonnali rövidzárlatot okoz. Tipikusan a túl sok paszta vagy a pontatlan stencilezés az oka.
„Tombstoning” (síremlékesedés): A kis, kétlábú SMD alkatrészek, mint az ellenállások vagy kondenzátorok, egyik oldala felemelkedik a panelről, mint egy sírkő. Ez akkor történik, ha a paszta a két oldalon nem egyszerre olvad meg.
Komplexebb alkatrészeknél, például BGA tokozásnál a szem már kevés. Ott már röntgen (X-ray) vizsgálatra van szükség, hogy a rejtett hibákat – mint a forraszgolyók közötti zárlatok vagy üregek (voids) – is megtaláljuk.
A tisztítás dilemmája: mikor kell, és mikor nem?
Állandó vita tárgya, hogy a „no-clean” paszták maradványait tényleg a panelen lehet-e hagyni. A válasz, mint mindig: attól függ. Milyen célra készül az áramkör?
Hobbi projekteknél, otthoni kütyüknél a no-clean paszta maradványa általában nem okoz gondot. Ezeket a folyasztószereket úgy tervezik, hogy a maradványaik kémiailag semlegesek legyenek, és ne vezessék az áramot.
Viszont nagy megbízhatóságot igénylő területeken – gondoljunk csak az orvosi elektronikára vagy az autóiparra – a tisztítás nem lehet kérdés. A fluxusmaradványok idővel magukhoz vonzzák a port és a nedvességet, ami korrózióhoz vagy akár szivárgó áramokhoz vezethet.
Ha a tisztítás mellett döntünk, a legjobb barátunk az izopropil-alkohol és egy puha, antisztatikus ecset. Óvatosan dörzsöljük át a forrasztási pontokat, amíg minden látható maradvány el nem tűnik. Ezzel a kis extra gondoskodással biztosíthatjuk, hogy az áramkörünk nemcsak ma, hanem évek múlva is hibátlanul fog tenni a dolgát.
Gyakori kérdések, amik a forrasztópasztákkal kapcsolatban felmerülhetnek
A forrasztópaszta használata során rengeteg kérdés merül fel, főleg, ha valaki még csak most barátkozik ezzel a technológiával. Összeszedtük a leggyakoribb dilemmákat és gyakorlatias válaszokat adunk rájuk, hogy a munka gördülékenyen menjen.
Hogyan kell szakszerűen tárolni a forrasztópasztát?
A helyes tárolás kritikus fontosságú, ha meg akarjuk őrizni a paszta minőségét. A legtöbb forrasztópaszta eltarthatósága általában 6-12 hónap, de ez csak akkor igaz, ha betartjuk a gyártó utasításait.
A pasztát mindig hűtőben kell tartani, jellemzően 2-10°C közötti hőmérsékleten, az eredeti, légmentesen lezárt tégelyében vagy fecskendőjében. Ez a hideg lelassítja a benne zajló kémiai folyamatokat, így a paszta megőrzi az állagát és a hatékonyságát.
A legfontosabb lépés a használat előtti akklimatizáció. Mielőtt felnyitnánk a tégelyt, hagyjuk a pasztát legalább 2-4 órán át szobahőmérsékletre melegedni. Ha egy hideg tégelyt kinyitunk, a levegő páratartalma azonnal lecsapódik benne. Ez a nedvesség tönkreteheti a paszta viszkozitását, ami később hibás forrasztásokhoz, például apró forraszgolyók (solder balls) megjelenéséhez vezethet.
Mi a valódi különbség a no-clean és a vízzel mosható paszta között?
Bár mindkettővel tökéletesen lehet forrasztani, a köztük lévő különbség a munkafolyamatban és a kész áramkör megbízhatóságában mutatkozik meg. A választás mindig a konkrét projekt elvárásaitól függ.
'No-clean' (tisztítást nem igénylő) paszta: Ennek a típusnak a maradványai kémiailag semlegesek, nem vezetik az áramot. A legtöbb általános elektronikai munkánál ezért egyszerűen a NYÁK-on hagyhatók, ami jelentősen felgyorsítja és leegyszerűsíti a gyártást.
Vízzel mosható (water-soluble) paszta: Ezek a paszták sokkal aktívabb, agresszívabb folyasztószert tartalmaznak a hatékonyabb oxideltávolítás érdekében. Emiatt viszont a maradványaik korrozívak lehetnek, így forrasztás után minden esetben kötelező alaposan, ioncserélt vízzel lemosni őket a panelről.
A kiemelten magas megbízhatóságú áramköröknél, mint amilyenek az orvosi vagy repülőgépipari eszközök, szinte mindig a vízzel mosható típust részesítik előnyben, mert a mosás garantálja a tökéletes tisztaságot.
Felhasználható még a lejárt szavatosságú forrasztópaszta?
Professzionális, éles munkához egy lejárt paszta használata kifejezetten nem javasolt. Idővel a folyasztószer veszíthet a hatékonyságából, a paszta állaga megváltozhat, ami megbízhatatlan forrasztási kötéseket és nehezen beazonosítható hibákat okozhat.
Hobbi célra, nem kritikus áramköröknél egy nemrég lejárt, de végig szakszerűen tárolt paszta még simán működőképes lehet. Mielőtt azonban élesben bevetnéd, mindenképpen csinálj egy tesztforrasztást egy próbadarabon! Figyeld meg, hogyan terül, hogyan olvad, és ellenőrizd a kötés minőségét, hogy megbizonyosodj róla, még mindig hozza-e az elvárt szintet.
A sikeres projektekhez elengedhetetlen a minőségi alapanyag. Böngésszen az ElektroExpressz webáruház kínálatában, és találja meg a munkájához tökéletesen illő forrasztástechnikai termékeket és elektronikai alkatrészeket a https://elektroexpressz.hu oldalon
Weboldalunk az alapvető működéshez szükséges cookie-kat használ. Szélesebb körű funkcionalitáshoz (marketing, statisztika, személyre szabás) egyéb cookie-kat engedélyezhet. Részletesebb információkat az Adatkezelési tájékoztatóban talál.
A működéshez szükséges cookie-k döntő fontosságúak a weboldal alapvető funkciói szempontjából, és a weboldal ezek nélkül nem fog megfelelően működni. Ezek a sütik nem tárolnak személyazonosításra alkalmas adatokat.
A marketing cookie-kat a látogatók weboldal-tevékenységének nyomon követésére használjuk. A cél az, hogy releváns hirdetéseket tegyünk közzé az egyéni felhasználók számára (pl. Google Ads, Facebook Ads), valamint aktivitásra buzdítsuk őket, ez pedig még értékesebbé teszi weboldalunkat.
Az adatok névtelen formában való gyűjtésén és jelentésén keresztül a statisztikai cookie-k segítenek a weboldal tulajdonosának abban, hogy megértse, hogyan lépnek interakcióba a látogatók a weboldallal.
A személyre szabáshoz használt cookie-k segítségével olyan információkat tudunk megjegyezni, amelyek megváltoztatják a weboldal magatartását, illetve kinézetét.